Given the above, the Ramberg-Osgood equation can be used when measured stress–strain data for a material is available. However, in cases where detailed experimental data is missing, an alternative form of the Ramberg–Osgood equation can be applied using Hollomon parameters, namely n’ and K’, as defined by Equation 9:
$$\varepsilon_{\text{total}} = \frac{S}{E} + \left(\frac{S}{K’} \right)^{\frac{1}{n’}}\tag{9}$$
Where:
K’ is the strength coefficient (in MPa)
n’ is the strain hardening exponent, a dimensionless value typically ranging from 0 to 0.5
By intorducing a dimensionless multiplication factor $\alpha$ and substituting it into equation 9, a simplified version of the Ramberg-Osgood equation can be expressed in terms of the yield strendgth, $S_Y$, exponent n’, and factor $\alpha$:
$$\varepsilon_{\text{total}} = \frac{S}{E} + \alpha \left(\frac{S}{S_Y} \right)^{\frac{1}{n’}}\tag{10}$$
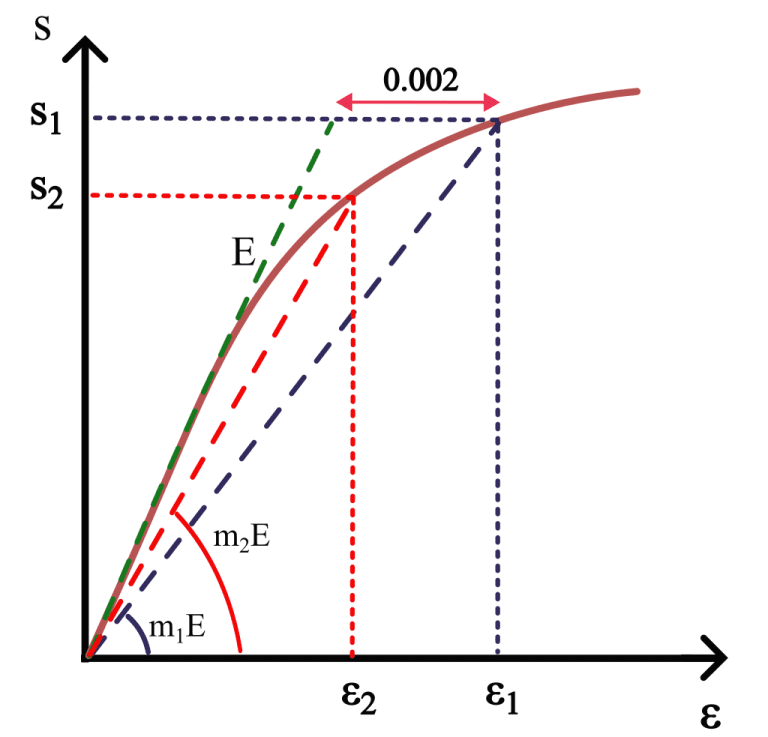
The yield strength $S_Y$ and factor $\alpha = \left( \frac{S_Y}{K’} \right)^{\frac{1}{n’}}$ are often taken at \(\varepsilon_{\text{PY}}\)=0.002 (i.e., 0.2%). In such cases, Equation 10 becomes:
$$\varepsilon_{\text{total}} = \frac{S}{E} + 0.002 \left(\frac{S}{S_Y} \right)^{\frac{1}{n’}}\tag{11}$$
This strain hardening exponent n‘ can be approximated using yield and ultimate values via the following relationship:
$$n’ = \frac{\log(S_U) – \log(S_Y)}{\log(\varepsilon_{\text{PU}}) – \log(\varepsilon_{\text{PY}})}\tag{12}$$
Where:
$S_U$ is the utlitmate strength
$S_Y$ is the yield strength
\(\varepsilon_{\text{PU}}\) is the strain at utlimates strength
\(\varepsilon_{\text{PY}}\) is the strain at yield, typically taken as 0.2%
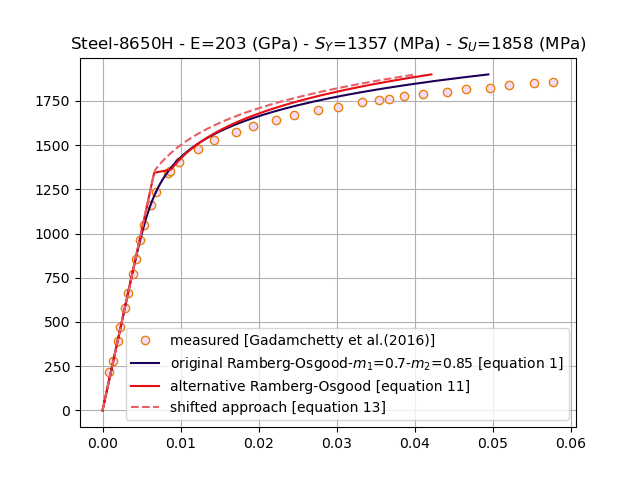
As the yield strength is taken at plastic strain of 0.2%, the alternative Ramberg-Osgood equation shows a discontinuity around the yield region. As a result, to eliminate this discontinuity the curve is shifted by 0.002 as specified in equation 13, known as shifted approach.
$$\varepsilon_{\text{total}} = \frac{S}{E} + 0.002 \left(\frac{S}{S_Y} \right)^{\frac{1}{n’}} – 0.002 \tag{13}$$
Although the shifting can cause deviation from the actual data and result in considerable error. As an example, Figure 5 compares the original, alternative and approcah methods for steel 8650H with the measured stress-strain data (Gadamchetty et al. (2016)). As seen, the removal of the discontinuity in the alternative approach causes an error in the curve predicted by the shift approach.